


Talian Kilang Kimpalan Tiub Frekuensi Tinggi



Penerangan Produk
Htalian pengeluaran paip dikimpal jahitan lurus frekuensi igh digunakan terutamanya untuk menghasilkan paip keluli dikimpal elektrik dengan φ60~φ219mm dan ketebalan dinding 2.0~6.0mm, dan juga boleh menghasilkan paip persegi dan segi empat tepat dan paip berbentuk khas tidak melebihi julat paip bulat.Tiub API 5L boleh dihasilkan kemudiandengan menambah peralatan yang diperlukan.Barisan pengeluaran direka bentuk dan dihasilkan berdasarkan penghadaman dan penyerapan peralatan serupa di dalam dan luar negara, digabungkan dengan keadaan negara saya, berinovasi dengan berani, dan mendengar pendapat pengguna secara meluas.Peralatan ini menjimatkan, boleh dipercayai dan stabil.
Parameter Asas
| Keluli karbon rendah dan keluli aloi rendah | σB≤520mpa σS≤345mpa | |
| Gegelung Keluli | diameter dalaman | φ650-φ710mm (untuk ditentukan) |
| Diameter luaran | φ1100-φ2000mm | |
| Berat gulung | ≤15 tan | |
| Lebar jalur | 190-690mm | |
| Kapasiti terpasang elektrik | kira-kira 1200KVA | |
| Kapasiti udara termampat | 2m3/min 4-7Kg/cm2 | |
| Kapasiti penyejuk | 50 tan/jam | |
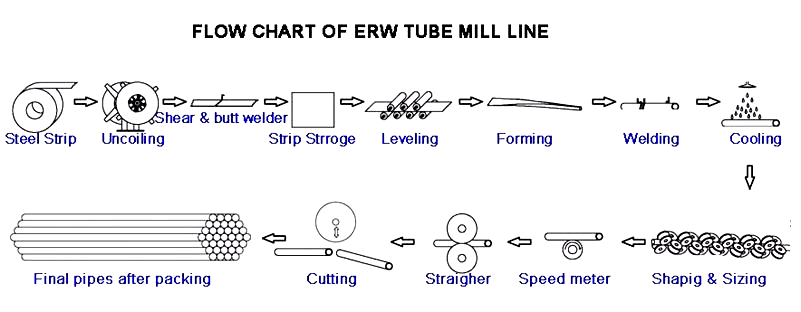
Proses pengeluaran
Membuka gelung → kepala lurus, meratakan picit → mengimpal punggung ricih → gelung → membentuk, kimpalan frekuensi tinggi, deburring, penambahan zink dalam talian, penyejukan, saiz, pelurus kasar → saiz gergaji terbang → pemeriksaan dan pengumpulan → pembungkusan → Penimbangan → Penandaan → Penyimpanan
Barisan Kilang Tiub Kimpalankomposisi dan parameter utama setiap mesin
1. Troli Makanan
| Penggunaan | Ia digunakan untuk menerima gegelung jalur, mengangkutnya ke dekoiler, dan mengangkat gegelung jalur ke tengah kepala gegelung | ||
| Struktur | Ia terdiri daripada rak bahan, mekanisme perjalanan, silinder minyak, rel panduan, dll. | ||
| Kapasiti | ≤15T | tahan | Hidraulik |
| Mod Bergerak | Motor dengan pemacu pengurang sikloid | ||
2. nyahgelung
| Penggunaan | Untuk menggantung dan menyokong gegelung jalur untuk menyediakan bahan mentah untuk barisan pengeluaran | |||
| Kapasiti | ≤15T | Kaedah brek | Brek pneumatik, kawalan injap solenoid | |
| Uncoiler | Pengembangan dan pengecutan hidraulik | Pengembangan dan pengecutan hidraulik kon tunggal | ||
3.Mesin pelurus
| Penggunaan | Digunakan bersama dengan uncoiler, kepala jalur keluli ditarik dari uncoiler dan dihantar ke mesin meratakan picit untuk meratakan | ||
| Struktur | Tekan alat penggelek, alat kepala spade, alat kepala lurus | ||
| Lebar | 190-690mm | Diameter | φ1100-φ2000mm |
4. Cubit makan dan Mesin Meratakan
| Penggunaan | Meratakan jalur keluli daripada mesin uncoiler dan meluruskan di bahagian kepala dan ekor dan menghantar jalur keluli ke mesin kimpalan punggung ricih | ||
| Struktur | Komposisi penggelek secubit, penggelek meratakan dan peranti penghantaran | ||
| Lebar | 190-690mm | Diameter | φ1100-φ2000mm |
Garisan Kilang Tiub Bahan Kerja






